Industrial Display Black Screen: 7 Causes, Fast Fix & How to Solve It Without Replacement
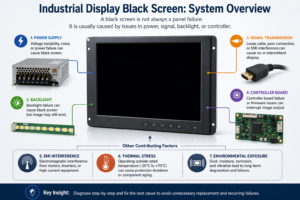
Quick Answer An industrial display black screen is typically caused by: Power supply instability LED backlight …

The sample worked on the desk.
The drawing was approved.
The display passed the first test.
Then it was installed into the final machine — and the problems started.
The touch stopped responding. Ghost touch appeared after rain. The screen flickered during startup. Brightness dropped faster than expected. A black screen appeared randomly. Bubbles formed after outdoor use. The cover glass cracked after impact.
This is where many industrial display projects become difficult.
In real equipment, an LCD touchscreen display does not work alone. It works with the enclosure, power supply, grounding, cables, controller board, heat, moisture, vibration, cleaning, and real users.
So when a problem appears on the screen, the screen is not always the root cause.
The display is often where the failure becomes visible, not where the failure starts.
This guide explains the most common LCD touchscreen display problems in industrial applications, how to separate display-side causes from machine-side causes, and what to check before replacing the same part again.
The most common LCD touchscreen display problems fall into three groups:
Some failures come from the LCD panel, touch sensor, backlight, bonding layer, or cover glass.
But many industrial failures are caused by the machine around the display: poor grounding, unstable power, long cables, enclosure pressure, moisture, heat, EMI, sealing problems, or controller tuning.
If replacing the LCD or touch module does not change the result, stop replacing the same part. The root cause is probably outside the display.
A good diagnosis should not stop at “the screen is bad.”
For industrial projects, the better question is:
Is this a display-side problem, or is the final machine creating the failure?
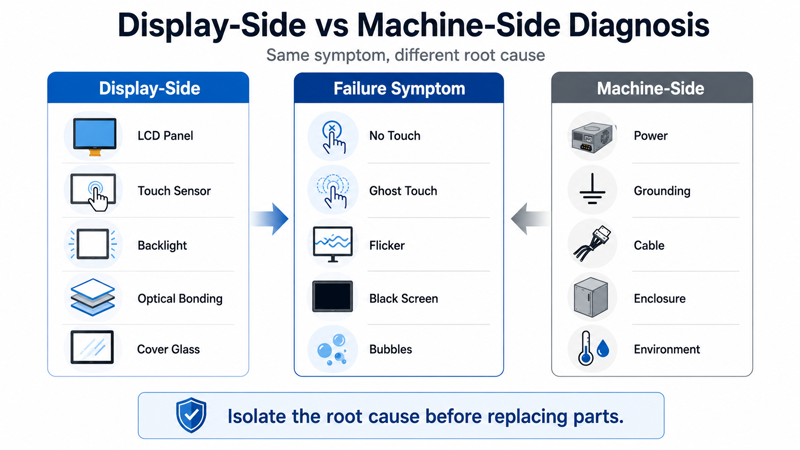
Use this table as the first isolation framework.
| Symptom | Possible Display-Side Cause | Possible Machine-Side Cause | First Isolation Test |
|---|---|---|---|
| No touch response | Touch controller, FPC, touch sensor, firmware | USB/I²C issue, grounding noise, cable stress, power instability | Test the touch module outside the enclosure with the same controller and cable |
| Ghost touch | Touch sensor issue, wrong controller tuning | Water, condensation, poor grounding, EMI, metal housing, long cable | Test dry vs wet surface, then compare open-air test vs final enclosure test |
| Touch drift or offset | Calibration, controller setting, sensor issue | Bezel pressure, gasket stress, FPC bending, grounding change | Loosen the front frame and check whether accuracy returns |
| Backlight flickering | LED driver, backlight circuit, dimming input | Startup power drop, unstable DC input, system load change | Measure power input during startup and full-load operation |
| Intermittent black screen | LCD interface, AD board, panel signal issue | Loose HDMI/LVDS/eDP cable, EMI, mainboard output, connector vibration | Test with final cable length and final machine power supply |
| Brightness drops fast | LED aging, backlight design | Poor heat dissipation, continuous max brightness, high ambient temperature | Check LED current, enclosure temperature, and brightness setting |
| Bubbles or delamination | Bonding material, curing process, optical stack | Heat, humidity, sealing failure, temperature cycling | Review bonding type and test under heat/humidity conditions |
| Cracked cover glass | Glass thickness, strengthening process | Impact, weak support, uneven screw pressure, wrong mounting structure | Check support area, gasket compression, and impact requirement |
This framework helps avoid the most expensive mistake: replacing the display again and again without checking the condition that made it fail.
A real diagnosis should not protect the display supplier or blame the machine designer. It should isolate the failure condition step by step.
If the display worked before installation but failed inside the final machine, replacing the same part may not solve the issue.
Before changing more panels, prepare these details:
With this information, a supplier can help check whether the problem is more likely caused by the LCD module, touch controller, bonding, cover glass, power supply, grounding, sealing, cable routing, or enclosure design.
This is where an industrial display supplier should add value: not only by selling another LCD touchscreen display, but by reviewing the touch controller, grounding path, cable routing, cover glass structure, bonding method, sealing design, power input, and final installation condition.
For OEM or industrial equipment projects, this review can help decide whether the solution should be controller tuning, grounding improvement, shielding, optical bonding, glass redesign, sealing change, or a different display structure.
If repeated failures appear after installation, do not replace more panels before reviewing the real machine condition. The next step should be root cause isolation, not blind part replacement.
Most LCD touchscreen display problems do not appear in a clean sample test.
They appear when the display meets real working conditions:
These conditions are common in industrial HMI panels, EV chargers, kiosks, payment terminals, automation systems, medical equipment, and outdoor devices.
But the industry name is not the key point.
The working condition is.
A display that behaves well on the desk may behave differently behind thick glass, inside a metal housing, next to a noisy power module, or under sun and rain every day.
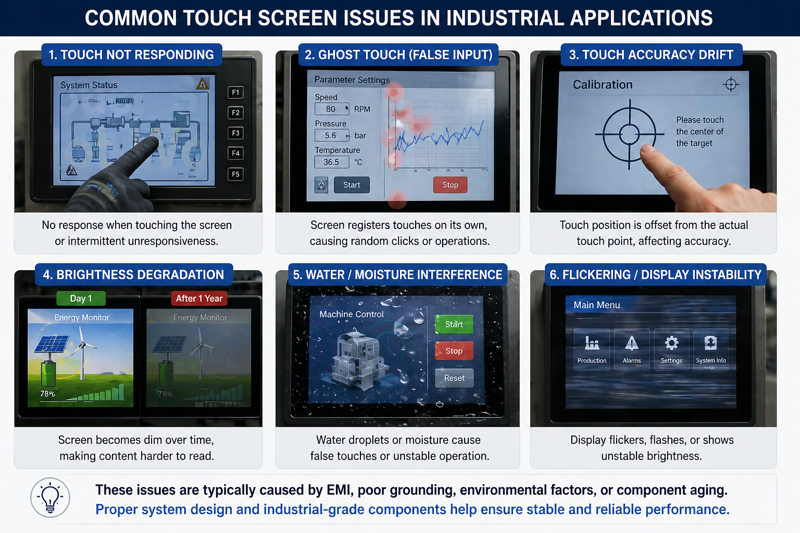
Most LCD touchscreen display problems fall into three groups:
A ghost touch issue, a backlight flicker issue, and a bonding bubble issue may all look like “screen problems” to the end user. But they usually come from different places and should be checked differently.
If you already know the symptom, go directly to the related group:
No touch response means the LCD image is normal, but the touch function does not work, works slowly, or works only sometimes.
Typical causes include a loose touch cable, controller board issue, USB or I²C communication problem, wrong firmware, unstable grounding, or power noise.
The timing matters.
If the touch worked before installation and failed after assembly, the final machine may have changed the touch environment.
First isolation test: test the touch module outside the enclosure with the same controller and cable. If it works outside but fails inside the machine, check grounding, cable routing, enclosure pressure, power noise, and nearby high-current components.
If the main symptom is no touch response, read the dedicated guide on industrial touch screen not responding.
Ghost touch means the screen detects touches that nobody made.

In a phone, this is annoying.
In industrial equipment, it can become a real risk. A false touch on an HMI, charger, kiosk, or payment terminal may trigger the wrong action.
Ghost touch often appears after rain, cleaning, condensation, wet fingers, poor grounding, electrical noise, or unsuitable controller tuning.
The better first question is not “Is the panel bad?”
It is:
When does it happen?
After rain? After cleaning? Only when the cabinet door is closed? Only when the charger module starts? Only outdoors? Only on a few units?
First isolation test: test the module dry, then with water on the surface. Test it outside the enclosure and again inside the final enclosure. If ghost touch appears only inside the machine, check grounding, shielding, cable routing, sealing, and controller tuning.
For outdoor or semi-outdoor use, the controller should be tuned with the real cover glass thickness, bonding method, air gap, sealing design, and working environment.
Touch drift means the finger touches one position, but the system reads another.
Sometimes it is calibration. Sometimes it is software. In industrial projects, the structure often plays a role.
A common case is this: the touch panel works before assembly, then drifts after being locked into the housing.
The bezel is too tight. The gasket is uneven. The screws are pressing the edge. The FPC area is stressed. The metal frame changes the grounding condition.
Small mechanical stress can become a big field complaint.
First isolation test: loosen the front frame or remove the display from the enclosure and check whether the touch accuracy returns. If it improves, review gasket pressure, bezel clearance, screw position, FPC bending, and grounding.
If the project uses thick cover glass, optical bonding, a custom front lens, or a special enclosure, the touch controller should be tuned with the final structure, not with a bare panel only.
EMI is one of the most frustrating causes of touch instability because it does not always show up in the sample room.
The display may pass the desk test. Then it is installed near a motor, inverter, power module, charger, or high-current cable — and the touch starts behaving strangely.
Typical symptoms include no response, ghost touch, random touch points, drift, or intermittent failure.
And “sometimes” is the hardest problem to solve.
First isolation test: run the touch display away from the high-current load, then test it again near the final electrical environment. If the issue appears only near the load or inside the final cabinet, review grounding path, shielding, cable routing, power supply, and controller position.
For metal enclosures, grounding should be designed early, not corrected after field complaints.
In many industrial touchscreen projects, grounding is not a small detail. It is the difference between a good sample and a stable product.
Water changes capacitive touch behavior quickly.
Rain, condensation, high humidity, cleaning liquid, wet fingers, or water droplets can cause ghost touch, no response, unstable touch points, or temporary failure.
This is especially true for PCAP touch screens. Resistive touch screens are less sensitive to water on the surface, but sealing, cable exits, and long-term moisture protection still matter.
Waterproofing is not just a front IP rating.
Cable exits matter. Gasket compression matters. Bonding matters. Drainage matters. Grounding matters.
First isolation test: test the display after cleaning, after water exposure, and after temperature change. If the issue appears only in wet conditions, review water rejection tuning, sealing, drainage, cover glass structure, and grounding.
For displays used under sunlight, rain, or exposed public environments, the selection should also consider brightness, optical stack, sealing, and thermal design. See the guide to sunlight readable industrial monitors.
Brightness loss usually comes from LED backlight aging, heat, long working hours, or running the display at high brightness for too long.
A high-brightness LCD is not only a higher nit number.
It needs heat control, stable LED driving, and a realistic backlight lifetime plan.
If the backlight runs at maximum brightness all the time, lifetime may shorten. If heat is trapped inside the enclosure, brightness decay can become faster.
First isolation test: check brightness settings, LED current, operating temperature, and enclosure heat dissipation. If the display is used outdoors, test brightness under real sunlight and real thermal conditions.
A screen that looks bright in a meeting room is not always the same screen after years of sun, heat, and long operation.
Color shift, yellowing, or uneven color usually appears after long exposure to heat, sunlight, UV, or continuous high-temperature operation.
The display may still work, but it no longer looks right. White becomes yellow. Colors look dull. Some areas age faster than others.
Image retention is a different issue, but it is also common in industrial HMI and kiosk projects. It may appear when the same interface stays on the screen for long periods, especially under high brightness or high temperature.
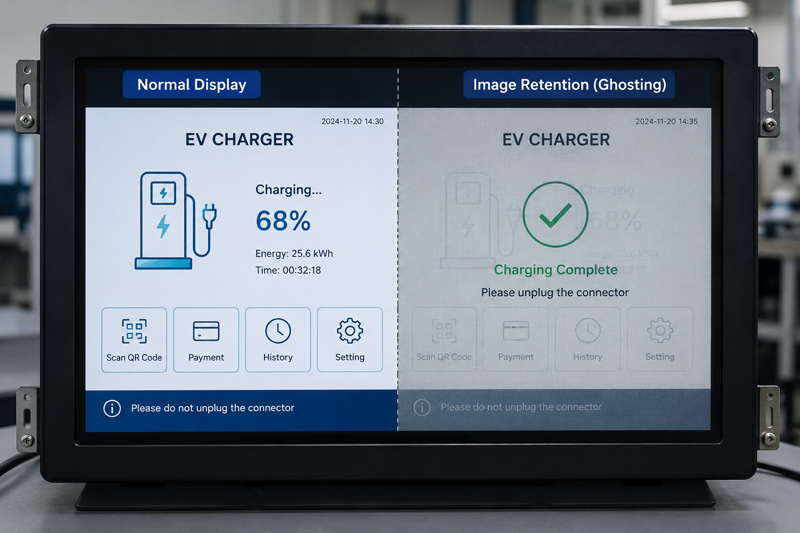
For TFT LCDs, image retention is usually not the same as OLED burn-in. It may improve after the static image is removed, but it is still a warning sign that the UI design, brightness setting, temperature, and panel selection should be reviewed.
First isolation test: change the displayed content, reduce brightness, and observe whether the retained image fades. For static HMI interfaces, review UI design, brightness level, operating temperature, and aging test results.
For this specific issue, read the full guide to TFT LCD image retention.
Backlight flickering may come from unstable power input, LED driver issues, loose cables, poor dimming control, aging components, or system-level power fluctuation.
It may appear during startup, when another module switches on, or when the system load changes.
The LCD panel itself may be fine.
The real issue may sit in the LED driver board, power supply, PWM dimming signal, cable connection, or main system design.
First isolation test: measure the power input during startup and full-load operation. Check the LED driver board, dimming signal, cable connection, and system load.
If flickering appears only inside the final equipment, test the display with the complete system. Testing the display alone may miss the problem.
An intermittent black screen is difficult because it may disappear before anyone can measure it.
The screen may recover after rebooting, reconnecting the cable, touching the connector, or changing the power condition.
Common causes include loose signal cables, interface mismatch, unstable AD board, EMI, mainboard output problems, or power fluctuation.
First isolation test: test with the final cable length, final power supply, and final mainboard. Move or secure the cable and connector during testing. If the issue changes, check connector locking, cable quality, interface compatibility, and vibration risk.
In custom equipment, black screen problems often come from integration details, not the LCD glass itself.
Dead pixels, bright spots, and dark spots may come from TFT panel defects, pressure damage, transportation damage, contamination during assembly, or long-term aging.
They may not stop the product from working, but they can still hurt customer acceptance.
This is especially true for medical devices, kiosks, payment terminals, and public-facing equipment.
First isolation test: compare the defect with the agreed LCD quality standard. Check whether the mark changes with pressure, viewing angle, temperature, or handling.
For long-term projects, panel consistency matters. If the same product will be supplied for several years, LCD panel lifecycle and replacement planning should be discussed early.
A low-cost panel may solve the first order.
A stable panel supply protects the whole project.
Delamination or bubbles may appear between the cover glass, touch sensor, bonding layer, and LCD.
This affects appearance, readability, and long-term reliability.
In outdoor applications, it can become worse after heat, humidity, and temperature cycling.
Common causes include moisture, adhesive failure, poor curing, unsuitable bonding material, thermal stress, or weak sealing design.
Optical bonding should not be selected only because it looks better.
It should be selected when the application needs better readability, stronger structure, reduced internal reflection, or better resistance against moisture-related problems.
First isolation test: review the bonding type, material, edge sealing, and exposure condition. For outdoor or high-humidity projects, heat/humidity and temperature-cycle testing are more useful than a simple appearance check.
For outdoor applications, read more about optical bonding for outdoor industrial displays.
Cover glass damage may come from impact, abrasion, vandalism, improper cleaning, installation stress, unsuitable glass thickness, or weak mechanical support.
Chemically strengthened glass, thermally tempered glass, suitable thickness, AG / AF / AR surface treatment, and proper mechanical support can improve durability.
IK-rated cover glass may be needed for high-impact applications.
But thicker glass is not a magic upgrade.
It can affect touch sensitivity, weight, structure, cost, and controller tuning.
First isolation test: check the impact requirement, support area, gasket compression, screw pressure, and glass edge protection. If cracking starts near the edge or screw area, review the mechanical design before increasing glass thickness.
For public devices or impact-risk projects, see the guide to IK10 touch screen design.
The following example shows why outdoor touchscreen problems should be checked as a system issue, not only as a panel defect.

In one outdoor terminal project, a PCAP touchscreen display worked normally during indoor sample testing.
After installation in the final cabinet, ghost touch appeared after rain, cleaning, and temperature changes.
The first reaction was to replace the touch panel.
But the same problem appeared again.
After checking the complete machine, the issue was not caused by the touch sensor alone. Water remained on the front glass, grounding was unstable, the cable was routed close to noisy power wiring, and the controller had not been tuned with the final cover glass, sealing structure, and outdoor wet-touch condition.
The final solution included:
After these changes, the project was tested again inside the final cabinet after water exposure and temperature change, and the ghost touch was no longer reproduced under the same test condition.
The key lesson:
A touchscreen display is tested as a component, but it fails as part of a machine. Outdoor touch problems should not be diagnosed as panel-only problems.
The best time to solve LCD touchscreen display problems is before they become field problems.
If a project already has repeated failures after installation, replacing parts one by one is usually the expensive way to learn.
Before mass production, review the points most likely to create repeat failures:
For OEM projects that require custom size, outdoor use, IK-rated cover glass, wet-touch performance, optical bonding, or special mounting structure, early review of the full industrial display monitor design can reduce repeated problems later.
For front-panel installation projects, a panel mount industrial monitor should also be reviewed together with the panel cutout, sealing method, installation pressure, and cable direction.
Do not only ask whether the display works.
Ask whether it can stay stable after installation, after heat, after cleaning, after vibration, after long working hours, and after real users start using the machine.
A good industrial display should not only work on the desk.
It should stay stable in the machine.
If your touchscreen works before assembly but fails after installation, send us the symptom video, installation photo, cable routing photo, grounding method, power supply information, display interface, touch interface, and working environment.
We can help check whether the issue is more likely related to the display module, touch controller, bonding, power, grounding, sealing, cable routing, or enclosure design.
This kind of review is especially useful before replacing more panels, changing the structure, or moving to mass production.
The most common LCD touchscreen display problems are no touch response, ghost touch, touch drift, flickering, dimming, intermittent black screen, dead pixels, bubbles, delamination, scratches, and cracked cover glass.
Because installation changes the working condition. Enclosure pressure, cable bending, poor grounding, power noise, moisture, heat, EMI, or nearby electrical parts can affect the display even if the sample worked well before assembly.
Because the final machine changes the electrical and mechanical environment around the display. Metal housing, long cables, gasket pressure, unstable grounding, power noise, EMI, heat, and sealing conditions can all affect an LCD touchscreen display after installation.
Ghost touch after rain or cleaning is usually caused by water changing the capacitive touch signal. It may also be related to poor grounding, weak sealing, controller tuning, or water remaining on the cover glass. For outdoor PCAP touchscreens, wet-touch tuning and real-machine water exposure testing are important before mass production.
If the issue appears before installation on one unit, it may be a display-side problem. If it appears only after installation, on many units, or changes with grounding, cable routing, moisture, or power condition, it is more likely a system integration problem.
If replacing the touch screen does not fix the issue, the root cause may not be the touch panel. The problem may come from the controller board, cable, power supply, grounding, enclosure design, firmware setting, or final installation environment.
Yes. EMI can affect the touch controller, signal cable, power supply, or display control board. It may cause no touch response, ghost touch, touch drift, flickering, intermittent black screen, or unstable operation.
They can be reduced by checking controller tuning, grounding, shielding, waterproof design, bonding method, cover glass structure, brightness, thermal design, cable routing, power stability, enclosure sealing, and real-machine testing before mass production.
The final test should be done with the real enclosure, cable length, power supply, grounding method, and operating environment.
Quick Answer An industrial display black screen is typically caused by: Power supply instability LED backlight …

Introduction Industrial display flickering often appears unexpectedly in real deployments such as EV charging stations, factory …

Introduction Outdoor displays are designed for harsh environments, but outdoor industrial display overheating remains one of …

Introduction In OEM system design, touchscreen integration failures are often caused by incorrect assumptions about iOS …
Share your application, requirements, or current challenge. Our team will review the details and recommend a practical way forward.